
Tehnologia de procesare a filmului compozit coextrudat
Diagrama de proces a filmului coextrudat după cum urmează:
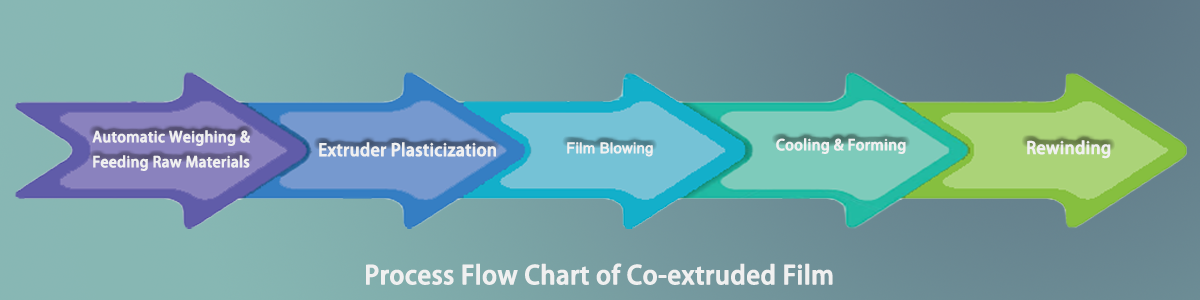
Sistem automat de cântărire și alimentare a materiilor prime: în funcție de proporția formulei, materiile prime sunt cântărite și alimentate automat, pentru a îmbunătăți eficiența producției.
Plastificarea extruderului: granula este injectată în extruder prin buncăr, iar rășina se topește și prezintă o stare de curgere de laminare topită. Sub promovarea șurubului, topitura de plastic curge prin sita filtrului într-un mod rotativ și filtrează materialele neplastifiate și impuritățile netopite și schimbă rotația topiturii într-un flux drept.
Suflarea filmului prin cap de matriță cu coextruziune multistrat: topirea diferitelor materii prime este introdusă uniform în capul matriței și recombinată prin propriile canale de curgere la aceeași viteză și în ordine diferită, apoi turnarea compozită curge prin matrița reglabilă buze.
Răcire și modelare: filmele curg din buza matriței în rola de răcire sau dispozitivul de răcire cu palete sau dispozitivul de răcire cu apă și apoi sunt conduse prin sistemul de tracțiune la o anumită viteză. Procesul de răcire are o mare influență asupra producției și calității produsului în producția de filme compozite coextrudate. Răcirea neuniformă va afecta grosimea, transparența și luciul suprafeței filmului. După răcire și formare, grosimea filmului coextrudat este măsurată de sistemul automat de măsurare a grosimii, iar informațiile sunt transmise înapoi la actuator pentru a regla viteza șurubului și viteza de tracțiune a extruderului, astfel încât să controleze calitatea filmul.
Rebobinare: După rebobinare, este ambalată în depozit, care este filmul finit co-extrudat cu mai multe straturi.
Materiile prime ale filmului coextrudat
Materiile prime coextrudate cu mai multe straturi sunt clasificate după funcție după cum urmează:
1. Poliolefine (PO): în funcție de principalele categorii, pot fi împărțite în general înpolietilenă (PE)șipolipropilenă (PP)
Deoarece poliolefina este ușor de încălzit prin sudură, marea majoritate a filmelor co-extrudate multistrat utilizează poliolefina ca strat de etanșare termică. În general, aplicațiile cu temperatură relativ scăzută folosesc polietilenă (PE) ca strat de termoetanșare (cum ar fi materialele poliolenice din filmul coextrudat cu mai multe straturi joacă în general rolul la înghețare, fierbere etc.), iar aplicațiile la temperaturi relativ ridicate folosesc polipropilenă (PP) ca strat de termoetanșare (cum ar fi cuptorul cu microunde, retorta la temperatură înaltă etc.)
• Datorită proprietății hidrofobe a poliolefinei, poliolefina acționează ca o barieră la vaporii de apă în filmul coextrudat cu mai multe straturi.
• Poliolefina poate fi utilizată ca strat de umplere în plus față de stratul funcțional, stratul structural și stratul de legătură în filmul coextrudat multistrat datorită costului său relativ scăzut.
Poliamidele, cunoscute și sub numele de nailon, au o duritate și o rezistență excelente și sunt, în general, utilizate ca strat structural în filmul coextrudat cu mai multe straturi. În același timp, poliamida în sine are o capacitate de barieră moderată față de oxigen și poate fi, de asemenea, utilizată direct ca strat de barieră în unele aplicații în care condițiile de utilizare nu sunt foarte stricte. Poliamida este un material hidrofil. După absorbția apei (cum ar fi baia de apă, sterilizarea cu abur), proprietățile materialului vor avea modificări evidente, cărora trebuie să se acorde atenție la utilizare pentru a evita pierderile inutile.
3.Copolimer etilenă - alcool vinil (EVOH)
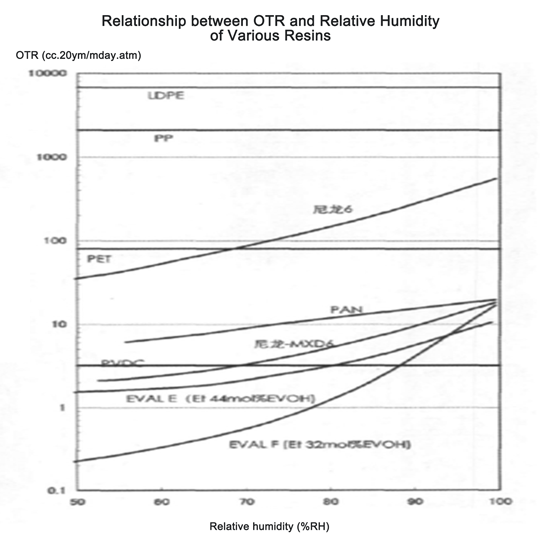
EVOH este un material de barieră de oxigen foarte bun, care are cea mai bună barieră de oxigen din materiale plastice în condiții normale de utilizare. EVOH este un copolimer și este în general împărțit în 29mol% EVOH, 32mol% EVOH, 38ml% EVOH și 44mol% EVOH, în funcție de conținutul de etilenă din copolimer. Cu cât conținutul de etilenă este mai scăzut, cu atât capacitatea EVOH de barieră la oxigen este mai puternică și cu atât este mai dificil de procesat. Cea mai mare cantitate de EVOH utilizată în ambalarea cărnii este de 38 mol% EVOH.
Comparație OTR a diferitelor materiale (umiditatea relativă este 0)
| Probă | OTR | |
| cc · 20u/cm2·zi ·atm | cc·mil/100in2·Day·atm | |
| Soarnol D,DT (29 mol%) | 0,23 | 0,012 |
| Soarnol D,C (32 mol%) | 0,30 | 0,015 |
| Soarnol E, ET (38 mol%) | 0,53 | 0,027 |
| Soarnol A,AT(44mol%) | 1.20 | 0,061 |
| LDPE | 7900 | 400 |
| HDPE | 3600 | 182 |
| ploipropilenă (PP) | 3900 | 197 |
| PP orientat biaxial | 2300 | 116 |
| PS orientat biaxial | 3900 | 197 |
| Policarbonat (PC) | 4500 | 228 |
| PVC: Rigid | 130 | 6.6 |
| PVC: DOP = 30% | 2000 | 100 |
| PVDC extrudabil cu barieră înaltă | 3.0 | 0,15 |
| ANIMAL DE COMPANIE | 69 | 3.5 |
Poliamidă (nailon6) | 76 | 3.8 |
| Nailon orientat biaxial | 23 | 1.2 |
| Poliacrilonitril modificat | 16 | 0,81 |
| PVA orientat biaxial | <0,10 | <0,005 |
EVOH, similar cu PA, este, de asemenea, un material care absoarbe ușor umiditatea. OTR-ul EVOH va crește în mod evident după absorbția umidității. Dacă această creștere este cauzată de fierbere sau sterilizare prin retortă, în general se va recupera în câteva zile. Dacă este utilizat într-un mediu cu temperatură ridicată și umiditate ridicată pentru o perioadă lungă de timp, bariera EVOH va fi redusă. În general, 10 cc/m·zi·bar este folosit ca linie de despărțire între bariera înaltă și bariera medie. EVOH și PVdC sunt materialele cu barieră înaltă, în timp ce PA aparține materialelor cu barieră medie.
4.Clorura de poliviniliden (PVdC)
PVdC este, de asemenea, un bun material de barieră la oxigen, deși capacitatea sa de barieră la oxigen nu este la fel de bună ca EVOH în circumstanțe normale. Cu toate acestea, bariera de oxigen a PVdC este relativ stabilă și se modifică cu greu odată cu umiditatea. PVdC este utilizat în general ca ambalaj exterior al produselor din carne, cum ar fi cârnații din șuncă și stratul de barieră al ambalajelor termocontractabile.
5.Rășină de lipire (legare)
Materialele poliolefine sunt nepolare (uleioase), în timp ce materialele funcționale precum PA sau EVOH sunt polare (pe bază de apă), iar compatibilitatea dintre materialele polare și nepolare nu este în general bună (insolubilă în apă în ulei), deci dacă acestea materialele sunt direct coextrudate, va exista o problemă foarte gravă de delaminare.
Prin urmare, în timpul producției coextrudate cu mai multe straturi, este necesar să se adauge un strat de lipire între straturi. În funcție de diferența dintre lipirea PE cu PA sau EVOH și lipirea PP cu PA sau EVOH, materialul stratului adeziv poate fi în general împărțit în rășină adezivă pe bază de PE și rășină adezivă pe bază de PP. Indiferent de ce fel de rășină adezivă este utilizată, se efectuează unele modificări de grefă asupra rășinii purtătoare pentru a crește structura anhidridei. În timpul procesului de co-extruziune cu mai multe straturi, aceste părți modificate prin grefă reacționează cu straturile adiacente pentru a forma o interfață stabilă și fermă.
6.Ajutor de procesare
În procesarea de co-extrudare cu mai multe straturi, sunt necesari, de asemenea, unii auxiliari de procesare pentru a face întregul proces mai fin sau pentru a servi unui alt scop funcțional. Adjuvanții de prelucrare pot fi adăugați în timpul procesării, după cum este necesar, și există, de asemenea, multe mărci de rășină de materie primă în sine, cu adjuvanți de prelucrare considerabili. Cei mai utilizati adjuvanti de prelucrare sunt lubrifiantul si agentul de deschidere.
Lubrifiantul este utilizat în general pentru a îmbunătăți rezistența la frecare a peliculei. În funcție de diferitele forme de ambalare, există cerințe diferite pentru rezistența la frecare între material în sine sau material și echipament. De exemplu, în echipamentul de ambalare verticală de mare viteză online, coeficientul de frecare al materialului este, în general, necesar să fie mai mic, în timp ce în aplicarea filmului extensibil, coeficientul de frecare nu trebuie să fie atât de scăzut. Lubrifianții cei mai des utilizați în procesarea prin co-extrudare sunt erucamida, oleat amida, stearamida și alte amide.
Agentul de deschidere este, de asemenea, cunoscut sub numele de agent anti-lipire, care este în principal pentru a preveni lipirea filmului / pungii. agentul anti-aderență cel mai des folosit este substanțele de siliciu. În plus, unii aditivi funcționali, cum ar fi anti-aburirea, agenții antistatici, agenții anti-UV, antioxidanții și unele loturi principale de culoare vor fi, de asemenea, utilizați după cum este necesar.
Declarație: Acest articol este scris de LD PACK și toate drepturile rezervate de LD PACK. Conținutul este doar pentru referință. Vă rugăm să corectați eventualele erori. Nu va fi reprodus fără permisiune, în caz contrar LD PACK își va rezerva dreptul de a-și urmări răspunderea legală. Dacă aveți întrebări tehnice, vă rugăm să trimiteți un e-mailsales@ldpack.com pentru o discutie.



